粉末冶金軸套怎么調(diào),?

作者:翔宇粉末冶金
發(fā)布時(shí)間:2025-03-12 09:11:04
來源:本站 閱讀數(shù)量:163次 點(diǎn)贊數(shù)量:68次
粉末冶金軸套的精密調(diào)整技術(shù)解析
一,、認(rèn)識(shí)粉末冶金軸套
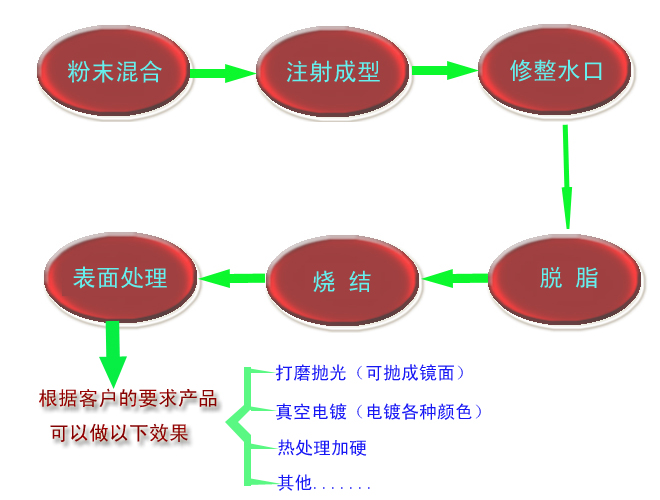
粉末冶金軸套是通過金屬粉末壓制-燒結(jié)工藝制造的滑動(dòng)軸承部件,具有多孔結(jié)構(gòu),、自潤滑性和高尺寸精度等特點(diǎn),。廣泛應(yīng)用于電機(jī)、汽車變速箱,、液壓系統(tǒng)等精密傳動(dòng)裝置,。
二、調(diào)整前的必要準(zhǔn)備
- 準(zhǔn)備測量工具:游標(biāo)卡尺(精度0.01mm),、塞尺,、百分表
- 清潔裝配面,去除毛刺和雜質(zhì)
- 檢查軸套內(nèi)徑與軸徑的配合尺寸(推薦間隙0.02-0.05mm)
三,、核心調(diào)整步驟
- 徑向間隙調(diào)整:使用液壓壓力機(jī)緩慢壓裝,,控制壓力在5-15kN范圍
- 軸向定位校準(zhǔn):通過端面測量確保軸套與殼體端面平齊度≤0.03mm
- 潤滑系統(tǒng)檢測:對于含油軸承,需驗(yàn)證含油率(通常18-25%)
四,、關(guān)鍵技術(shù)參數(shù)控制
| 參數(shù) | 標(biāo)準(zhǔn)范圍 | 測量方法 |
|---|---|---|
| 配合間隙 | 0.02-0.05mm | 塞尺測量 |
| 表面粗糙度 | Ra0.8-1.6μm | 輪廓儀檢測 |
| 壓裝壓力 | 5-15kN | 壓力傳感器 |
五,、常見問題處理
- 過緊問題:采用珩磨工藝修正,去除0.01-0.03mm內(nèi)徑余量
- 偏心異常:使用液壓拉拔器拆卸后重新定位安裝
- 異響故障:檢查潤滑通道是否暢通,,補(bǔ)充專用高溫潤滑脂
六,、維護(hù)保養(yǎng)建議
建議每運(yùn)行500小時(shí)檢查:
① 測量配合間隙變化量 ≤0.03mm
② 表面磨損深度 ≤0.05mm
③ 定期補(bǔ)充ISO VG32級(jí)潤滑油
注意事項(xiàng):避免使用沖擊安裝方式,環(huán)境溫度應(yīng)控制在20±5℃進(jìn)行精密裝配,。
?")
感覺小編寫得不錯(cuò),,給小編點(diǎn)個(gè)贊吧,!
點(diǎn)贊最近更新
-
齒輪粉末冶金硬度怎么樣,?
時(shí)間:04-14 閱讀:58次

-
粉末冶金齒輪怎么防銹的,?
時(shí)間:04-13 閱讀:63次

-
粉末冶金軸承怎么取出的,?
時(shí)間:04-07 閱讀:80次

-
粉末冶金軸承盒怎么用的?
時(shí)間:04-01 閱讀:106次
-
粉末冶金齒輪缺料怎么辦,?
時(shí)間:03-25 閱讀:147次
-
k值在粉末冶金制品中代表著什么,?
時(shí)間:03-23 閱讀:124次

-
粉末冶金齒輪是怎么成型?
時(shí)間:03-21 閱讀:138次
-
粉末冶金連接軸是什么?
時(shí)間:03-20 閱讀:148次

欄目
熱門閱讀
-

粉末冶金的優(yōu)缺點(diǎn)分析
時(shí)間:05-22 閱讀:6484次
-
粉末冶金的優(yōu)缺點(diǎn)(粉末冶金結(jié)實(shí)嗎)
時(shí)間:07-13 閱讀:5035次
-

常見的粉末冶金材料有哪些,?
時(shí)間:04-27 閱讀:4054次
-

粉末冶金精度(粉末冶金硬度多少)
時(shí)間:08-05 閱讀:3134次
-

做齒輪用什么材料好,?齒輪的一般材料
時(shí)間:03-07 閱讀:3072次
-

粉末冶金零件表面處理工藝(粉末冶金制品表面防銹處理方法)
時(shí)間:03-04 閱讀:3033次
-

粉末冶金價(jià)格多少錢一噸,?粉末冶金貴嗎,?
時(shí)間:03-23 閱讀:2968次
-

粉末冶金專業(yè)好不好就業(yè),?
時(shí)間:06-26 閱讀:2648次
-

粉末冶金工藝及材料知識(shí)分享
時(shí)間:02-20 閱讀:2581次
-
什么是MIM,??金屬粉末注射成型技術(shù)
時(shí)間:02-15 閱讀:2310次